联系电话:0951-6086668
业务热线:吴 13995272242
公司网址:www.nxtbjc.cn
公司地址:银川市兴庆区清和北街540号
院内(北门旅游汽车站南侧50米院内)
气瓶检测设备的内部清洗的步骤,如果先来讲的话,也就是要注意先开启一下阻瓶器手控气动阀,释放出4个气瓶进入内部清洗机工位,自动进行定位;接下来,也就是要注意开动气瓶检测设备线的内部清洗机翻转手控气动阀,使得气瓶口朝下翻转75°,翻转角度应该确保气瓶瓶当中不留余水。
紧接着,就宁夏气瓶检测(检查并测试)设备线的内部清洗,也就是要注意开启顶紧器手控气动阀,就顶紧器也就是会使得钢瓶口部和喷嘴达到了密封状态;接下来,就气瓶内部清洗机也就是要注意应该是要用清水,热水进行冲洗。气体瓶组检测气瓶应用非常广泛,无论是在生产领域,还是在生活领域,几乎都离不开气瓶。
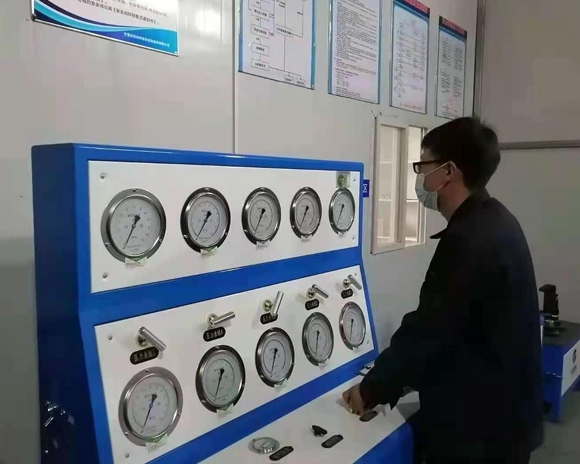
气瓶检测设备(线的内部)清洗完毕之后,气瓶外部清洗机也就是要注意去按下压缩空气控制按钮,接下来讲的话,就其在很大的程度上也就是要注意去开启其压缩空气对于钢瓶内部进行吹干。压力表校验要保障气瓶的安全使用,除了要求它符合压力容器的一般要求外,还需要有一些专门的规定和要求。接下来讲的话,就其在很大的程度上也就是要注意的是要巡查一下气瓶内部水迹是不是会被吹干,吹干之后也就是要注意关闭压缩空气控制按钮。
气瓶用螺纹缺点意义
1. 不完好螺纹。指牙底完好,但牙顶不完好的螺纹(牙顶和牙底都完好的叫完好螺纹)。GB35099中规矩的有效螺距数,即指完好螺纹数;
2. 倒牙。牙型位置发生歪斜的一种螺纹缺点;
3. 平牙。牙顶高小于牙底高的一种螺纹缺点;
4. 牙双线。在螺纹的牙型顶部呈现环形条沟状缺点的螺纹;
5. 牙底平。在螺纹底径处,牙底高小于牙顶高的一种螺纹缺点;
6. 牙尖。由于牙型角差错大于其公役规矩,而使牙型角小于55 °的现象;
7. 牙阔。牙型角大于55 °的现象;螺纹外表上的显着跳动波纹。